

Reinforcement Manufacturing Process:
Iron Making
Iron making through BF and DRI course utilizing virgin iron metal bumps and fines mined through environment well-disposed procedures.
Steel Making
State-of-the-art steel making technology using Blast Furnace(BF) + Direct-Reduced Iron(DRI) – Electric Arc Furnace(EAF) – Ladle Refining Furnace(LRF) – Continuous Casting Machine route producing clean steel billet, with very low levels of Sulphur and phosphorous (less than 0.035%) and very low levels of inclusion and tramp elements.
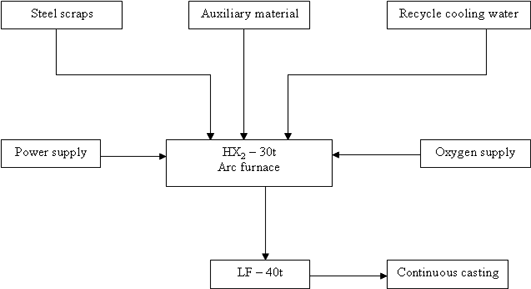
Manufacturing Process Chart

Steel Bar
Steel Rolling:
World’s most developed Morgan Rolling Mill sending HYQST innovation, to create TMT of reliably fantastic completed with programmed cutting and pressing.
-
Digital Furnace Reheating:
Walking Beam Type Digital Furnace, which guarantees uniform warming yet guarantees less fuel utilization.
-
Secondary Descaler:
To ensure scale free rolling using high pressure jets at 230 bar.
-
Rolling (In Closed Boxes):
12m long insulated roller table, which guarantees rolling at a gap of 5 sec. Transports the handled segments, as a free bar, from Breakdown Mill to Continuous Mill. Minimizes temperature misfortune from head and last part. Protected spread holds billet segment’s temperature.
-
No Twist Mill:
Constant Rolling through alternate V-H Mill, which guarantees a more prominent rate. Mill Train for appropriate rolling of completed segments. Bed assembly includes V-H bed assembly.
-
HYQST Controlled Quenching & Tempering:
Thermo-Mechanically Treated (TMT) Rebar’s include a blend of plastic deformation of steel in austenitic stage took after by extinguishing and further self-hardening in 90m long cooling bed.
Quenching:
The hot rolled bar leaves the finishing plant stand at 1050° Celsius which is quickly quenched in a water box. This is a chamber where water is made to encroach on the surface of the rebar at high pressure by split style spout with microchip based controlled cooling process. The quenching changes over the TMT’s surface layer to marten site and makes it shrink. The shrinkage pressurizes the center shaping the right precious stone structures, while the center stays hot and austenitic.
Self-Tempering:
The bar leaves the quench box with a temperature gradient through its cross-area, and as the bar cools, heat streams from the bar’s inside to its surface so that the bar’s warmth and pressure accurately tempers a transitional ring of marten site and bainite.
Atmospheric Cooling:
At last, the moderate cooling subsequent to quenching consequently tempers the austenitic center to ferrite and pearlite on the cooling bed, which now has a solid and intense, tempered marten site at first glance layer of the bar: a middle layer of extreme marten site and bainite and a refined, pliable ferrite and pearlite center.